- 人事
- 2024年4月1日

いまスマートファクトリー構築に向けて製造装置やロボットを使った製造と搬送の自動化が活発だが、次の段階へ進むには検査の自動化、全数検査は避けることができない。しかし全数検査は対象となるワークと認識する要素が複雑で多彩になるほどタクトタイムがかかって導入効果を出すのが難しくなる。
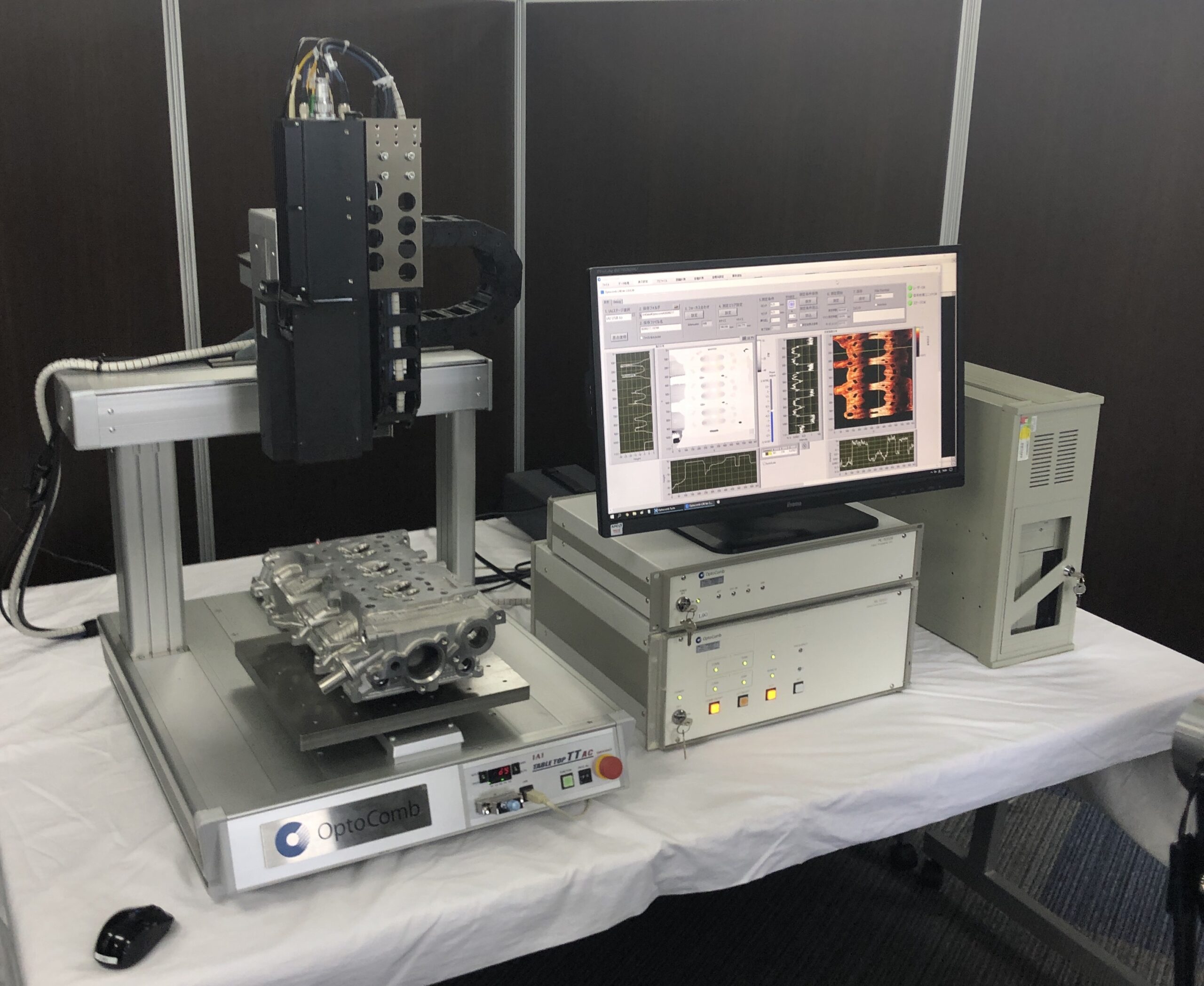
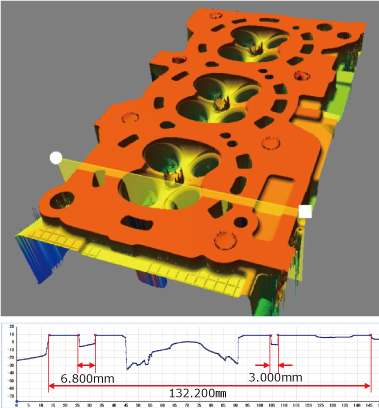
そんななかXTIA(クティア、旧社名:光コム)は、外観検査や寸法検査を高速で全自動検査ができる3次元レーザー測定技術を開発。既存の3次元レーザー測定技術では不可能だった自動車のエンジンブロックなど複雑形状のワークのインライン全数検査を実現。主要自動車メーカーに採用されるなど注目を集めている技術だ。
同社は2005年ノーベル物理学賞を受賞し、「世界でも最も精度の高いものさし」とも評されるレーザー技術「光コム(OptComb)」のビジネス展開を目指して2002年に創業。光コムの産業応用化に成功している世界唯一のメーカーで、関連特許も数多く取得している。技術的に確立し、自動車業界を中心に実績も増えてきたことから、今まさに普及に向けた活動を加速しているという。

光コムは通常のレーザー光とは決定的に異なる2つの大きな特長があり、それによって従来の3次元レーザー測定器では測ることができなかったワークの測定や、アプリケーションを可能にしている。
特長の1つ目は同軸計測。既存の3次元レーザー計測は斜めからレーザーを当て、角度をつけて反射光を受ける三角測量法を使っている。それに対し光コムレーザーは入射と反射が一直線上で行われる同軸だ。三角測量法だと凸凹で深度のあるワークはレーザー光が遮られるために苦手としている。
それに対し光コムレーザーはワークに対して真っ直ぐにレーザーを当てて戻ってきた光を測定するため、奥まった深部にもレーザー光が届き、複雑形状でも計測が可能となっている。また円筒や穴の内面、角度がついた場所もミラーで入射の角度を調整することで測定できる。
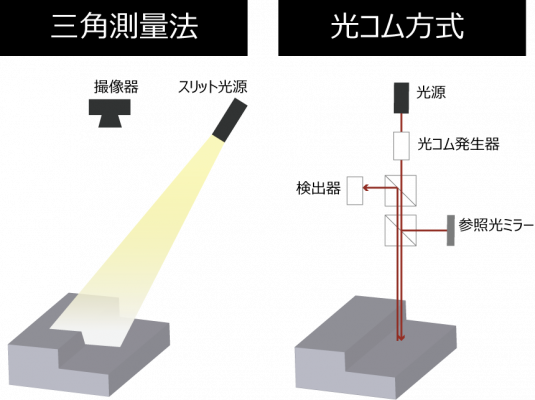

もう一つの特長が測定方法。既存のレーザー測定技術は特定波長のレーザー光が反射して戻ってきた時間を基準にワークまでの距離を測定する。しかしレーザー光の速度は速すぎるため、一定以上から先は精度を上げるのが難しいという技術的な壁があった。
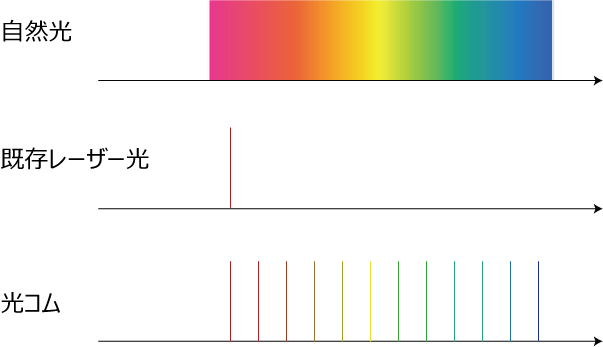
それに対し光コムレーザーは、周波数の異なる光が等間隔に並んで一本のレーザー光を構成している。目盛りのついたレーザー光のようになっていて、その様子が櫛(コーム)に似ていることから光コムと呼ばれる。光コムレーザーでは、発振した光コムレーザーとは別角度から同様のレーザーを当てることによってレーザー光を干渉させ、そこで起きた「うなり」(波長の変化)を測ってワークまでの距離を測定している。5万倍まで時間を遅らせることでより細かなうなりを分析して数値化でき、従来とは格段に高い精度での測定を実現している。
一見すると5万倍時間を遅らせることで測定速度が落ちて時間がかかる測定方法と思われがちだが、従来の複雑形状のワーク検査は作業員の人の手で行われ、シリンダヘッドであれば1ワークあたり30分以上の時間がかかっていた。それに対し光コムは、全自動で1秒間に50万点の高速測定ができ、同じサイズのシリンダブロックの寸法測定がわずか1分で可能となっている。
同軸計測で凸凹で深度があるワークも難なく測定できることと、うなり計測で高速・高精度に自動計測ができることから、それまで時間と手間がかかり過ぎて不可能だった複雑形状のワークの全数検査を可能にしている。これを受けて国内大手自動車メーカーがこぞって採用し、富士経済調べ2017年ー19年のインライン自動車部品検査市場では3年連続でトップシェアを獲得している。
実際の使用例としては、シリンダヘッドやエンジンブロックなど複雑形状、穴のあるワークに対する寸法・外観検査の全数検査化に加え、高精度の特性を活かして欠陥検査にも使われている。定量的にバリや傷を定量的に見極めができ、しきい値を設けることで欠陥検査の自動化も可能になっている。
加工工程と連携させて通常よりも追い込んだ設計の実現につなげているケースも。自動車部品は加工時の品質のバラツキを視野に入れて、燃費や信頼性に対して悪影響が出ないよう余裕を持った設計がなされている。それに対し一部のメーカーでは、より燃費を高めるためにより追い込んだ設計を実現するために光コム測定をフル活用。通常、最終加工前に導入するところを、粗加工、加工、最終加工の各加工工程の前後に光コムを導入し、段階ごとに精度ズレを修正してバラツキを最小限に抑え、品質を高める手法を採用している。
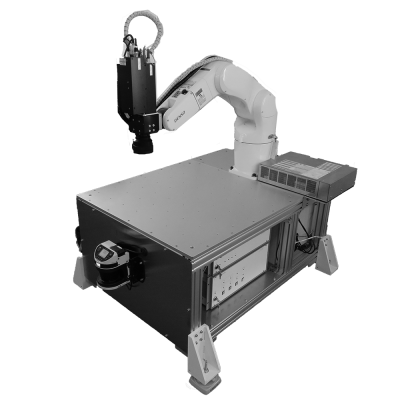
また検査方法の柔軟性を高めるため、ロボットアームの先端に取り付けて検査できる技術も開発。ロボットアームは微妙な振動が発生し高精度な検査には適さないとされているが、同社では振動制御技術を開発し、マイクロオーダーの精度を実現している。
採用実績は、複雑形状のワークを製造している自動車と自動車部品メーカーが主で、航空宇宙産業や重機・建機、金型などでも引き合いが来ているという。
八木貴郎代表取締役社長兼CEOは「現時点では、光コムの能力の数%しか使えていない。これからはもっと産業での活用を広げて価値を作り出してく」とし、医療計測向けの医術開発に着手。さらに通信への応用や、樹脂など他の素材向けの技術開発も進めていくとしている。
2002年の創業から18年が経ち、自動車メーカーの本番の生産ラインでも順調に稼働し、技術的にも成熟してきたタイミングで、2020年2月18日をもって社名を光コムからXTIAに変更。ギリシャ語で1本の光を意味するアクティナ、価値のアクシア、櫛のクテナを組み合わせてXTIA(クティア)とした。光コムレーザー技術をコア技術としながら、リアルなモノの技術で世界に飛び出していく意思を込めた。
当面、注力するのは検査工程の自動化市場。八木氏は「製造や搬送工程の自動化は進んでいるが、検査工程の自動化率はまだ20%程度。インダストリー4.0、スマートファクトリーを実現するにはこれをもっと高めていく必要がある」と指摘し、そこに対して光コムを展開していくとしている。「既存の技術では限界があり、光コムがまったく新しい技術とし残り80%の領域を開拓していきたい。全数検査のニーズは強く、まずはそこから取り組んでいく」と話している。